I industrier som hanterar nötande, trögflytande eller partikelbelastade vätskor, fungerar standardslussventiler snabbt. Slurry kniv grindventiler är konstruerade speciellt för att övervinna denna utmaning. Till skillnad från konventionella ventiler har knivportens design ett skarpkantat blad i rostfritt stål som skär rent genom täta medier – inklusive gruvslam, massa, avloppsvattenslam och kemiska suspensioner – ger en pålitlig avstängning även under de mest krävande förhållanden.
Kärnfördelen ligger i bladets geometri. Porten är precisionsslipad till en knivsegg, som skär av fibermaterial och fasta partiklar istället för att komprimera dem. Detta förhindrar stopp, minskar sätesslitage och bibehåller en tät tätning under tusentals driftscykler. För anläggningsoperatörer leder detta direkt till lägre underhållsfrekvens och minskad oplanerad stilleståndstid – båda kritiska mått i industrier med kontinuerlig process.
Slurry knivslussventiler finns tillgängliga i ett brett utbud av kroppsmaterial – gjutjärn, segjärn, rostfritt stål 304/316 och superduplexlegeringar – vilket gör att ingenjörer kan matcha ventilmetallurgin till processmediets korrosivitet och temperatur. Sits- och ärmfoder tillverkade av naturgummi, EPDM, NBR eller polyuretan förlänger livslängden ytterligare i miljöer med mycket nötande slam.
Att förstå den interna utformningen av en slurryknivslussventil hjälper inköpsingenjörer att specificera rätt produkt och undvika kostsamma byten på fältet. Följande funktioner är centrala för prestationsutvärdering:
Tillverkare med storskalig vulkaniseringsutrustning och testanläggningar för gummimaterial — såsom Anhui Fengchi Pump Valve Manufacturing Co., Ltd. — kan tillverka specialutformade gummifoder med exakt Shore A-hårdhet och kemikalieresistensprofiler, en förmåga som generiska leverantörer ofta inte kan matcha.
Standardventiler för slurrykniv fungerar vanligtvis i klass 150 (PN10–PN16), som täcker majoriteten av gravitationsmatade eller lågtryckspumpade slurrykretsar. Vissa industriella processer – avvattning av gruvdrift på djupa schakt, hydraulisk avfallstransport, underflöden av förtjockningsmedel med hög densitet och trycksatta rörledningssystem – kräver dock en högtrycks slurry kniv grindventil klassad till klass 300, klass 600 eller till och med klass 900 (PN50–PN150).
De tekniska utmaningarna vid förhöjt tryck är betydande. Bladet måste motstå avböjning under differenstryck, kroppsgjutningen måste uppfylla ASME B16.34 eller EN 12516 tryck-temperaturklasser, och spindeltätningssystemet måste hantera både den mekaniska belastningen av ventilmanövrering och den hydrostatiska kraften hos den inneslutna vätskan. Väggtjockleksberäkningar, oförstörande testning (NDT) och trycktestning till 1,5× designtryck är standardproduktionssteg för kompatibla högtrycksenheter.
| Parameter | Standard slurry kniv grindventil | Högtrycks slurry kniv grindventil |
|---|---|---|
| Tryckklass | PN10 – PN16 (klass 150) | PN50 – PN150 (klass 300–900) |
| Kroppsmaterial | Gjutjärn, segjärn | Kolstål, rostfritt stål, legerat stål |
| Bladtjocklek | Standardmätare | Förstärkt, tryckberäknad |
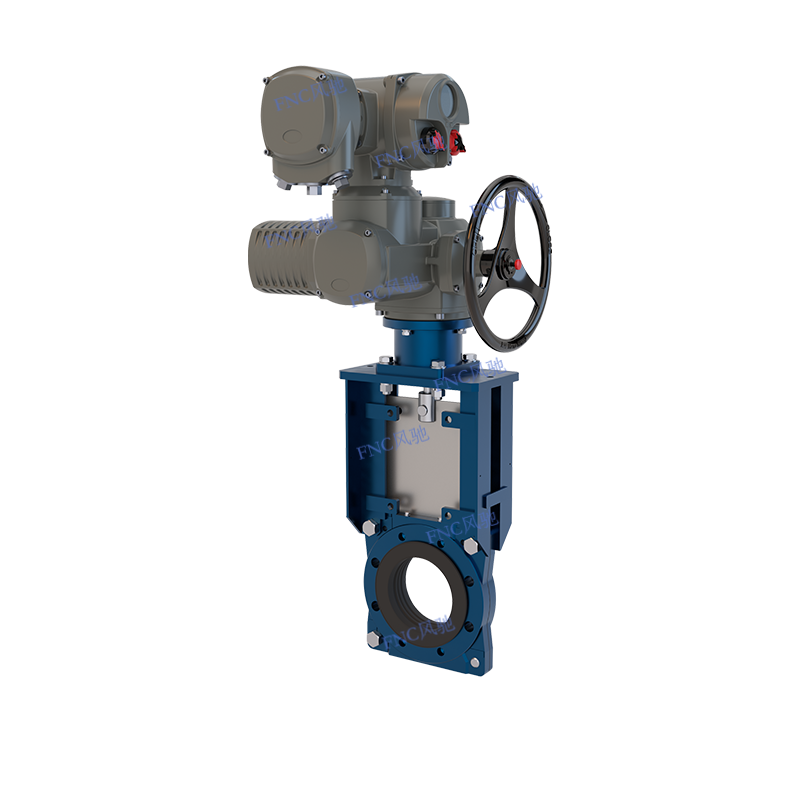
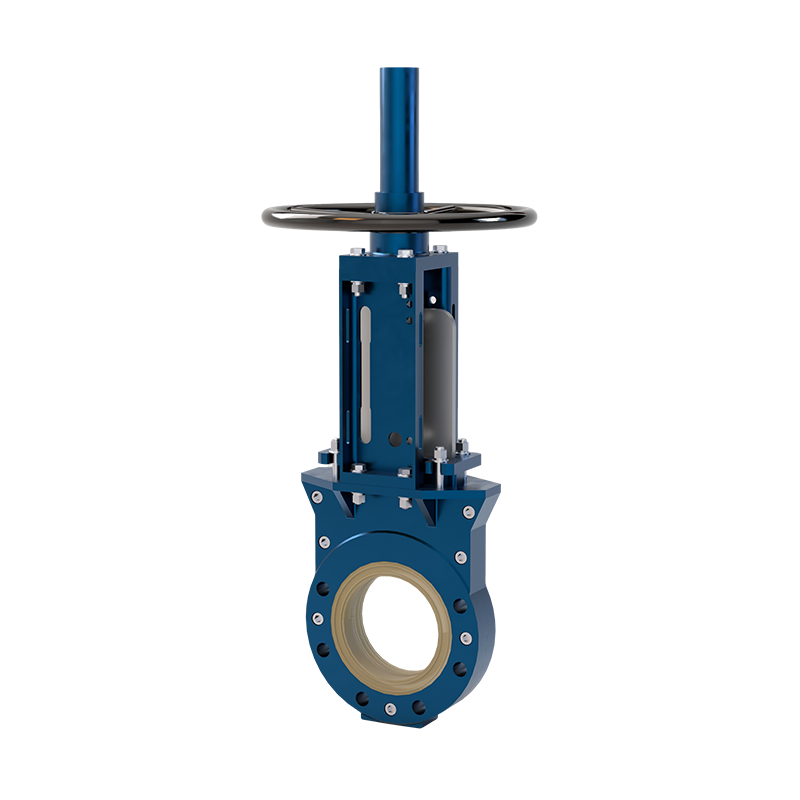
| Aktiveringskraft | Handratt eller ljusställdon | Växellåda, pneumatisk eller elektrisk ställdon |
| Teststandard | API 598 eller EN 12266 | ASME B16.34, API 598, NDT krävs |
| Typiska applikationer | Avloppsvatten, lätt mineralgödsel | Djupbrytning, avfall, hydraulisk transport |
Mångsidigheten hos slurry-knivslussventiler återspeglas i bredden av industrier som förlitar sig på dem för kritiska isoleringsuppgifter. Varje sektor presenterar en distinkt uppsättning medieegenskaper och driftsförhållanden:
I koppar-, guld-, järnmalm- och fosfatbearbetningsanläggningar når slurrykoncentrationerna rutinmässigt 60–70 viktprocent fasta ämnen. Knivspjällsventiler är utplacerade vid förtjockningsmedelsunderflöden, kulkvarns utloppsledningar och pumpisoleringspunkter. Varianten av högtrycksslamknivens grindventil är väsentlig i hydrauliska transportrörledningar där slurry pumpas över avstånd som överstiger flera kilometer vid tryck över 40 bar.
Trämassasuspensioner innehåller långa fibersträngar som klämmer fast konventionella ventiler inom timmar efter drift. Knivspjällsbladets skärverkan skär av dessa fibrer rent, vilket gör knivspjällsventiler till standardisoleringsanordningen i hela papperskammare, filtratledningar för blekningsanläggningar och lagerkistor i pappersindustrin.
Primärt slam, rötade biosolider och avvattnad kaka kräver alla ventiler som kan fungera tillförlitligt i våta, korrosiva och biologiskt aktiva miljöer. Gummifodrade spjällventiler klassade för PN10–PN16-service dominerar denna applikation. Deras förmåga att fjärrmanövreras via elektriska eller pneumatiska ställdon gör dem idealiska för automatisk slamdosering och avvattning av filterpressmatningssystem.
Koleldade kraftverk genererar flygaska och bottenaskeslam som måste transporteras till sedimenteringsdammar eller reningsanläggningar. Både standard- och högtrycksuppslamningsknivslussventilkonfigurationer används vid utloppspunkter för askuppslamningspumpar och rörledningsisoleringsstationer, där nötningsbeständighet och långa serviceintervall är obligatoriska krav.
Att specificera rätt slurryknivslussventil kräver ett strukturerat tillvägagångssätt. Att välja på enbart pris – utan att ta hänsyn till mediaegenskaper och operativa krav – resulterar ofta i för tidigt misslyckande och totala ägandekostnader som vida överstiger de initiala besparingarna. Följande parametrar bör utvärderas systematiskt:
Även den mest robust designade slurryknivens slussventil kommer att underprestera om rutinunderhåll försummas. Ett proaktivt underhållsprogram – i linje med tillverkarens servicedokumentation – är den enskilt mest effektiva strategin för att förlänga utrustningens livslängd och skydda produktionskontinuiteten.
Förpackningsinspektion och justering bör utföras var tredje till sjätte månad i slipande slurryservice. En läckande packbox skapar inte bara en säkerhets- och miljörisk utan påskyndar också spindelerosion, vilket så småningom kräver fullständig ventilbyte. De flesta knivgrindskonstruktioner tillåter återdragning av gland under linjetryck utan processavstängning.
Inspektion av blad och sitshylsa vid planerade vändningar kan identifiera erosionsmönster tidigt. Ett blad med ojämnt slitage på ena kanten indikerar felinriktning eller asymmetriskt flöde – båda korrigerbara problem om de fastnar innan genomgående erosion inträffar. Hylsbyte är vanligtvis en tvåtimmars verkstadsuppgift som återställer ventilen till ny tätningsprestanda.
För högtrycksslamknivslussventiler, verifiering av bultmoment på motorhuv och flänsförband är en obligatorisk kontroll efter start. Termisk cykling och vibrationer i högenergislamsystem kan minska fästelementens spänning, vilket leder till externt läckage vid leder som ursprungligen låg inom specifikationen.
Att samarbeta med en tillverkare som innehar ISO 9001-2015, ISO 14001 och ISO 45001-certifieringar – såsom Anhui Fengchi Pump Valve Manufacturing Co., Ltd. – ger den ytterligare försäkran om att kvalitetskontrollprocesser, materialspårbarhet och säkerhetsledningssystem granskas oberoende av varandra och tillämpas konsekvent i varje produktionsbatch. Detta stöder direkt längre utrustningsunderhållscykler och minskar förlusterna som orsakas av frekventa stillestånd och oplanerade reparationer.

Phone: +86-136 7173 4086

Tel: +86-563 5033 866

Email: red@pinchvalves.com.cn
Adress:

 SV
SV
